Produkter



Cementerade volframkarbidhylsor för nedsänkbart oljefält
Produktintroduktion
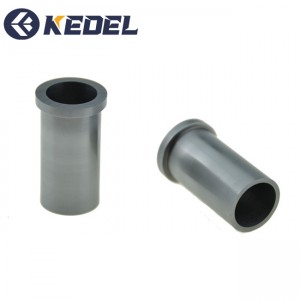
Volframkarbidhylsor är mycket populära och används för att skydda en mängd olika komponenter. Dess roll och syfte i den faktiska arbetsmiljön har en stark relation.
I ventilapplikationer bör bussningar installeras i ventilens spjällkapsyl för att minska ventilläckage och täta; i lagerapplikationer bör bussningar användas för att minska slitaget mellan lagret och axelsätet och undvika att gapet mellan axeln och hålet ökar.
Tillverkning och bearbetning av volframkarbidhylsor med hög hållfasthet, tål långvarig belastning, med hög kemisk stabilitet, alkali, alkohol, eter, kolväten, syra, olja, rengöringsmedel, vatten (havsvatten), och har ingen lukt, giftfri, smaklös, rostfri egenskaper, dess användning i stor utsträckning inom petrokemisk industri för nedsänkta oljepumpar, slampumpar, vattenpumpar, centrifugalpumpar etc.
fördelar
1, 100% Råmaterial:
Bussningar tillverkas med rena råmaterial, vilket har egenskaper som lång livslängd och stabil prestanda.
2, Maskinering:
Bussningar bearbetas med högprecisionsutrustning: CNC-bearbetningscenter, slipmaskin, fräsmaskin, borrmaskin, horisontell fräsmaskin, avfasningsmaskin, metallstämpling, CNC-skärmaskin etc.
3, Flera storlekar tillgängliga:
Vi kan erbjuda lagerbussningar i olika storlekar, kompletta formar och korta leveranstider. 7–10 dagar för prover, 20–25 arbetsdagar för massproduktioner.
4, Kvalitetssäkring:
Oöverträffade kvalitetsstandarder. Våra bussningar och hylsor är konstruerade och tillverkade enligt stränga kvalitetsstandarder som styr materialval, bearbetning, ytbehandling, inspektion och förpackning.
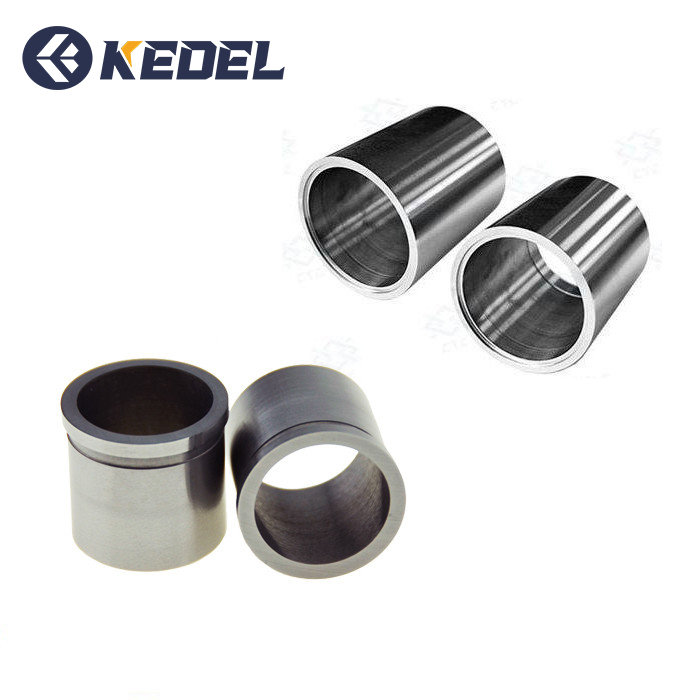
Uppvisa
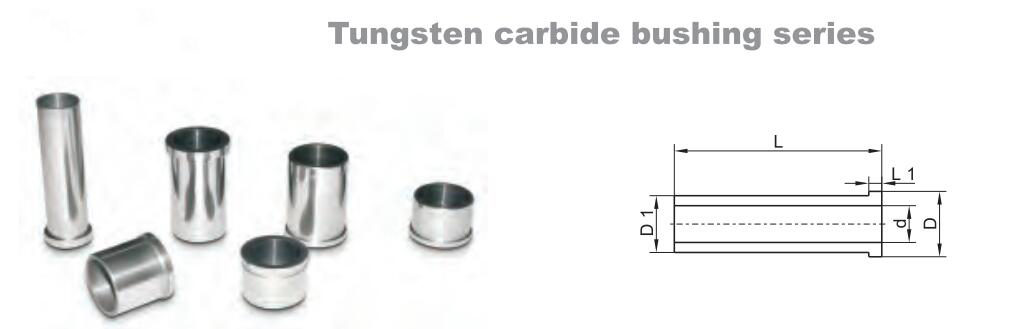
Detaljritning

Materialtabell
| Kvalitet | ISO | Specifikation | Tillämpning av volframkarbid | ||
| Densitet | TRS | Hårdhet | |||
| G/Cm3 | N/mm² | HRA | |||
| YG06X | K10 | 14,8–15,1 | ≥1560 | ≥91,0 | Kvalificerad för bearbetning av kylt gjutjärn, legerat gjutjärn, eldfast stål och legerat stål. Även kvalificerad för bearbetning av vanligt gjutjärn. |
| YG06 | K20 | 14.7-15. 1 | ≥1670 | ≥89,5 | Kvalificerad för finbearbetning och halvfinbearbetning av gjutjärn, icke-järnmetaller, legeringar och olegerade material. Även kvalificerad för tråddragning av stål och icke-järnmetaller, elektrisk borr för geologisk användning och stålborr etc. |
| YG08 | K20–K30 | 14,6–14,9 | ≥1840 | ≥89 | Kvalificerad för grovbearbetning av gjutjärn, icke-järnmetaller, icke-metalliska material, dragning av stål, icke-järnmetaller och rör, olika borrar för geologiskt bruk, verktyg för maskintillverkning och slitdelar. |
| YG09 | K30–M30 | 14,5–14,8 | ≥2300 | ≥91,5 | Kvalificerad för grovbearbetning med låg hastighet, fräsning av titanlegeringar och eldfasta legeringar, särskilt för avskärningsverktyg och silkprick. |
| YG11C | K40 | 14-.3-14.6 | ≥2100 | ≥86,5 | Kvalificerad för gjutning av borrar för tunga bergborrmaskiner: löstagbara borrkronor som används för djuphålsborrning, bergborrvagn etc. |
| YG15 | K40 | 13,9–14,1 | ≥2020 | ≥86,5 | Kvalificerad för borrning i hårt berg, stålstänger med höga kompressionsförhållanden, rördragning, stansverktyg, kärnskåp för automatiska gjutmaskiner för pulvermetallurgi etc. |
| YG20 | 13,4–14,8 | ≥2480 | ≥83,5 | Kvalificerad för tillverkning av matriser med låg påverkan, såsom stansning av klockdelar, batteriskal, små skruvkorkar etc. | |
| YG25 | 13,4–14,8 | ≥2480 | ≥82,5 | Kvalificerad för tillverkning av kallpressningsformar, kallstämpning och kallpressning som används för tillverkning av standarddelar, lager etc. | |
Dimensionstabell
| Modellnr. | Specifikation | Ytterdiameter (D:mm) | ID(D1:mm) | Por (d:mm) | Längd (L:mm) | Steglängd (L1:mm) |
| KD-2001 | 01 | 16.41 | 14.05 | 12,70 | 25,40 | 1,00 |
| KD-2002 | 02 | 16.41 | 14.05 | 12,70 | 31,75 | 1,00 |
| KD-2003 | 03 | 22.04 | 18,86 | 15,75 | 31,75 | 3.18 |
| KD-2004 | 04 | 22.04 | 18,86 | 15,75 | 50,80 | 3.18 |
| KD-2005 | 05 | 16.00 | 13,90 | 10.31 | 76,20 | 3.18 |
| KD-2006 | 06 | 22.00 | 18,88 | 14.30 | 25,40 | 3.18 |
| KD-2007 | 07 | 24.00 | 21.00 | 16.00 | 75,00 | 3,00 |
| KD-2008 | 08 | 22,90 | 21.00 | 15.00 | 75,00 | 3,00 |
| KD-2009 | 09 | 19,50 | 16,90 | 12,70 | 50,00 | 4,00 |
| KD-2010 | 10 | 36,80 | 32,80 | 26.00 | 55,00 | 4,00 |