
Cementerade hårdmetallklingor, med hög hårdhet, slitstyrka och hög temperaturbeständighet, har blivit viktiga förbrukningsvaror inom industriell bearbetning, med tillämpningar som täcker flera högpresterande industrier. Följande är en analys ur perspektivet av branschscenarier, bearbetningskrav och fördelar med klingor:
I. Metallbearbetningsindustrin: Kärnverktyg för skärning och formning
- Mekanisk tillverkningsfält
Användningsscenarier: Svarvning och fräsning av bildelar (motorcylinderblock, kugghjulsaxlar) och maskintillbehör (lagerringar, gjutkärnor).
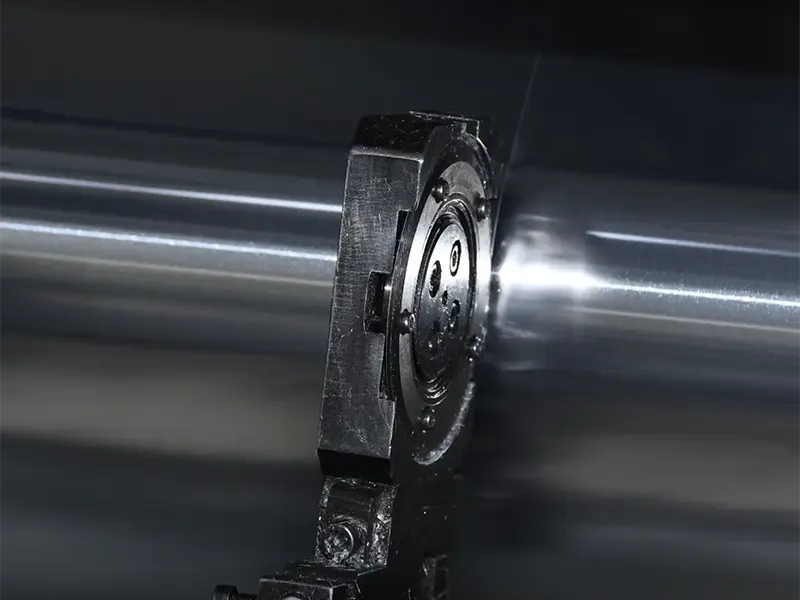
Fördelar med blad: Cirkulära blad av hårdmetall (t.ex. CBN-belagda blad) tål höga temperaturer och tryck vid höghastighetsbearbetning. För stål (t.ex. 45# stål, legerat stål) når skärnoggrannheten IT6–IT7-nivåerna och ytjämnheten Ra ≤ 1,6 μm, vilket uppfyller bearbetningskraven för precisionsdelar. - Tillverkning av flyg- och rymdfart
Typisk tillämpning: Fräsning av landningsställ i titanlegering och flygkroppsramar i aluminiumlegering.
Tekniska krav: De flesta material inom flyg- och rymdteknik är höghållfasta lättmetaller. Cirkulära blad måste ha anti-vidhäftningsegenskaper (som TiAlN-beläggning) för att undvika kemiska reaktioner mellan bladen och materialen under bearbetningen. Samtidigt kan kantbågsdesignen minska skärvibrationer och säkerställa bearbetningsstabiliteten hos tunnväggiga delar.
II. Trä- och möbelbearbetning: Standard för effektiv skärning
- Möbeltillverkning
Användningsscenarier: Sågning av densitetsskivor och flerskiktsskivor, samt tapp- och tappfräsning av massiva trämöbler.
Bladtyp: Cirkelsågblad av finkornig hårdmetall (t.ex. YG6X) har vassa och slitstarka eggar. Skärhastigheten kan nå 100–200 m/s, och livslängden för ett enda blad är 5–8 gånger längre än för blad av snabbstål, lämpliga för massproduktion av skivor. - Bearbetning av trägolv
Särskilda krav: Spontad sågning av laminatgolv kräver hög slagtålighet från bladen. Den cirkulära bladens jämna kraftbärande design längs omkretsen kan minska risken för kantflisning. Samtidigt kan beläggningstekniken (som diamantbeläggning) minska friktionsvärmen under sågning och undvika förkolning av skivans kanter.

III. Sten och byggnadsmaterial: Lösare för hårda och spröda material
- Stenbearbetningsindustrin
Användningsscenarier: Skärning av grova granit- och marmorblock och fasning av keramiska plattor.
Bladegenskaper: Cirkulära blad med en WC-Co hårdmetallmatris i kombination med polykristallin diamantkompaktslipning (PDC) har en hårdhet på HRA90 eller högre, kan skära stenar med en Mohs-hårdhet under 7, och skäreffektiviteten är 30 % högre än för traditionella slipskivor av kiselkarbid. - Byggteknik
Typiskt fall: Borrning och spårfräsning av prefabricerade betongdelar (t.ex. armerade betongkomponenter i broarbetong).
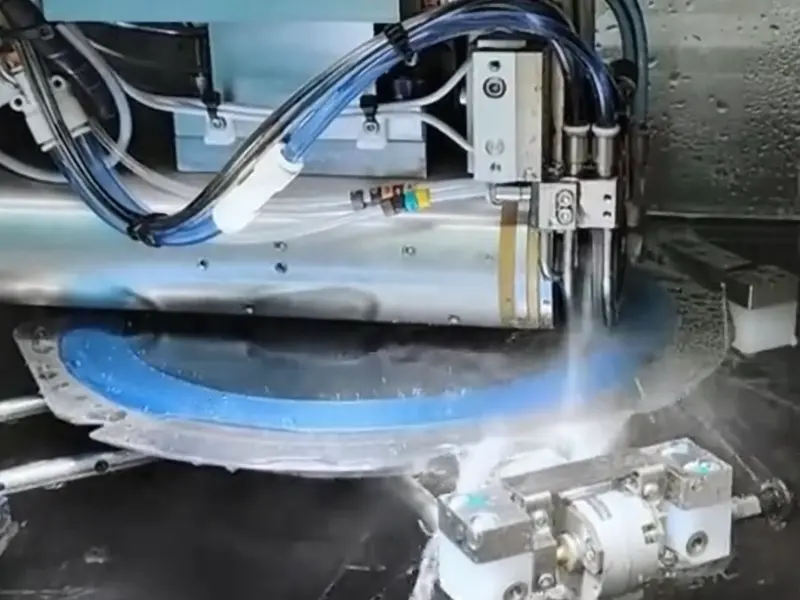
Tekniska höjdpunkter: Den vattenkylda strukturen med cirkulära blad kan snabbt avlägsna skärvärme och undvika sprickbildning i betongen på grund av hög temperatur. Samtidigt förbättrar den tandade kantkonstruktionen krossningsförmågan hos spröda material och minskar dammföroreningar.

IV. Elektronik och precisionstillverkning: Nyckeln till bearbetning på mikronnivå
- Halvledarförpackning
Tillämpningsscenarier: Skärning av kiselskivor och avpanelning av kretskort.
Bladprecision: Ultratunna cirkulära blad i hårdmetall (tjocklek 0,1–0,3 mm) i kombination med högprecisionsspindlar kan kontrollera flisningsmängden inom 5 μm vid skärning av kiselskivor, vilket uppfyller kraven på mikronnivåbearbetning för chipkapning. Dessutom kan bladens höga slitstyrka säkerställa dimensionell konsistens under batchskärning. - Precisionsdelarbearbetning
Typisk tillämpning: Fräsning av kugghjul för urverk och minimalt invasiva kirurgiska instrument för medicintekniska produkter.
Fördelaktig utföringsform: Kanterna på de cirkulära bladen är spegelpolerade (grovhet Ra ≤ 0,01 μm), så det finns inget behov av efterslipning av delytorna efter bearbetning. Samtidigt kan hårdmetallens höga styvhet undvika deformation under bearbetning av små delar.
V. Plast- och gummibearbetning: Garanti för effektiv gjutning
- Produktion av plastfilm
Användningsscenarier: Skärning av BOPP-filmer och trimning av plastark.
Bladdesign: Cirkulära skärblad använder en negativ spånvinkel för att minska risken för att plast fastnar på bladen. Kombinerat med ett konstant temperaturkontrollsystem kan de bibehålla skarpa kanter vid en bearbetningstemperatur på 150–200 ℃, och skärhastigheten når 500–1000 m/min. - Bearbetning av gummiprodukter
Typisk användning: Skärning av däcksmönster och tätning av tätningar.
Tekniska fördelar: Egghårdheten hos cirkulära stansblad av hårdmetall når HRC75–80, vilket kan stansa elastiska material som nitrilgummi 50 000–100 000 gånger upprepade gånger, och eggslitaget är ≤ 0,01 mm, vilket säkerställer produkternas dimensionella konsistens.

Publiceringstid: 17 juni 2025



